Jak pracować z falownikiem
Sprzęt spawalniczy jest dziś reprezentowany przez wiele odmian. Jednak najbardziej popularne wśród rzemieślników domowych były maszyny inwerterowe ze względu na ich zwartość i wszechstronność. Falownik spawalniczy jest urządzeniem, które pozwala kapitanowi wykonywać różne rodzaje prac spawalniczych. Ale aby przeprowadzić je jakościowo, nie wystarczy mieć kosztowną jednostkę, trzeba także nauczyć się obsługi spawarki.
Treść
Instalacja i podłączenie urządzenia
Aby skutecznie i bezpiecznie korzystać z falownika, należy przede wszystkim odpowiednio przygotować go do pracy. Ten proces odbywa się w kilku etapach. Pierwszym zadaniem jest instalacja i podłączenie urządzenia. Instalacja falownika muszą być przeprowadzane zgodnie z określonymi zasadami:
- urządzenie musi być umieszczone tak, aby znajdowało się w odległości co najmniej 2 m od ścian lub jakichkolwiek przedmiotów;
- urządzenie musi być uziemione;
- miejsce spawania musi być tak wybrane, aby było daleko od przedmiotów łatwopalnych;
- Zaleca się gotować na darmowej stronie lub na metalowym stole.
Możliwe jest podłączenie falownika do sieci domowej (220 V) i do sieci o napięciu 380 V, które jest zwykle używane w produkcji. Jeśli zamierzasz korzystać z urządzenia z dala od sieci elektrycznych, można je podłączyć do generatora, oleju napędowego lub benzyny.
Podłączenie elektryczne
Podłączenie spawarki do domowego gniazdka elektrycznego często powoduje problemy. Przyczyną ich wystąpienia może być stare okablowanie lub niewystarczająca średnica drutów. Zazwyczaj okablowanie jest przeznaczone dla prądu o natężeniu do 16 A. A ponieważ wszystkie włączone urządzenia w domu mogą przekroczyć tę wartość, dla celów bezpieczeństwa instalowane są automatyczne wyłączniki automatyczne (wyłączniki). Dlatego podczas podłączania należy znać moc spawarki, aby nie powodowała automatycznego wyzwalania.

Podłącz falownik do sieci domowej
Należy również zwrócić uwagę na zmniejszenie sieci. Jeśli po włączeniu falownika zauważysz spadek napięcia w sieci energetycznej, oznacza to niedostateczny przekrój przewodów. W tym przypadku konieczne jest zmierzenie, do jakich wartości spada napięcie. Jeśli wartość spadnie poniżej minimum, z jakim falownik może działać (zgodnie z instrukcjami), nie można podłączyć urządzenia do takiej sieci.
Użyj przedłużacza
Kabel sieciowy podłączony do falownika spełnia wszystkie wymagania dotyczące zasilania i nie powoduje problemów z połączeniem. Jeśli jednak jej długość jest niewystarczająca, należy wybrać przedłużacz o przekroju przewodu nie mniejszym niż 2,5 mm2 i nie dłużej niż 20 metrów. Wystarczy takich parametrów przedłużacza, że falownik mógłby pracować z prądem do 150 A.
Należy pamiętać, że po podłączeniu urządzenia do sieci przez przeniesienie reszty nie powinno się go zwijać, ponieważ po włączeniu urządzenia zamieni się w cewkę indukcyjną. W rezultacie przewody ulegną przegrzaniu, a przedłużacz ulegnie awarii.

Połączenie z generatorem
W przypadkach, gdy nie jest możliwe podłączenie urządzenia do sieci, można je podłączyć do generatora pracującego na benzynie lub oleju napędowym. Najbardziej rozpowszechnione elektrownie benzynowe.Ale nie wszystkie z nich nadają się do łączenia urządzeń spawalniczych. Aby falownik działał wydajnie, generator musi mieć moc co najmniej 5 kilowatów i zapewniać stabilne napięcie wyjściowe. Przepięcia w napięciu mogą uszkodzić spawarkę.
Powinieneś również rozważyć, z którym średnica elektrody będziesz pracować. Na przykład, jeśli elektroda ma średnicę 3 mm, wymagany jest prąd roboczy około 120 A przy napięciu łuku 40 V. Jeśli obliczymy moc falownika spawalniczego (120 x 40 = 4800), otrzymamy wartość 4,8 kW. Ponieważ będzie to zużycie energii, elektrownia zdolna wyprodukować tylko 5 kW będzie działać na granicy swoich możliwości, co znacznie zmniejszy jej żywotność. Dlatego generator musi być wybrany z niektórymi margines mocy, około 20-30% wyższa niż zużywana przez falownik.

Podłączenie kabli spawalniczych
Na przednim panelu falownika znajdują się 2 zaciski, obok których znajduje się oznaczenie w postaci znaków „+” i „-”. Kable spawalnicze są podłączone do tych zacisków, z których jeden ma metalowy zacisk (clothespin) na końcu, a drugi - uchwyt na elektrodę. Oba przewody można podłączyć do obu zacisków, w zależności od metody spawania, co zostanie omówione później. Po podłączeniu kabli do urządzenia, jeden z nich, posiadający spinacz do bielizny, jest podłączony do stołu spawalniczego lub przedmiotu obrabianego.
W niektórych przypadkach standardowa długość kabla może być niewystarczająca, na przykład podczas pracy na wysokości. W takich sytuacjach powstaje pytanie: czy możliwe jest przedłużenie kabla spawalniczego? Specjaliści nie radzą tego robić, zwłaszcza jeśli dotyczy to jednostki inwertera. Fakt ten można wytłumaczyć faktem, że każdy kabel ma pewne właściwości oporowe. Dlatego „przeciek” napięcia i prądu na całej jego długości jest nieunikniony. Dlatego im dłuższy kabel, tym silniejszy spadki napięcia.
Jeśli spróbujesz skompensować utratę napięcia i prądu przez dodanie wartości do panelu urządzenia, wówczas ten pomiar prawdopodobnie spowoduje wyłączenie elektroniki falownika. Okazuje się, że łatwiej jest sprowadzić urządzenie bliżej miejsca pracy spawacza niż wydać znaczną kwotę na naprawę urządzenia po przedłużeniu kabli.

Konfiguracja urządzenia
Jakość prac spawalniczych zależy od tego, czy falownik spawalniczy jest prawidłowo ustawiony, zwłaszcza w odniesieniu do właściwego doboru elektrod. Powinieneś również rozważyć:
- głębokość spoiny;
- położenie szwu w przestrzeni (pionowej lub poziomej);
- marka lub rodzaj spawanego metalu;
- grubość metalu itp.
Powinieneś wiedzieć, że dla każdego rodzaju metalu wytwarzane są odpowiednie elektrody. W przypadku falowników można stosować elektrody o średnicy do 5 mm. Ale dla każdej grubości urządzenia konieczne jest wybranie odpowiedniej siły prądu spawania. Aby prawidłowo skonfigurować spawarkę, możesz skorzystać z poniższej tabeli.
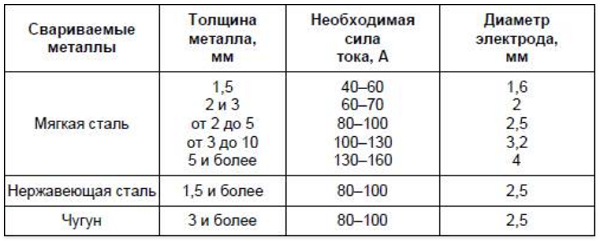
Na przykład, jeśli za pomocą falownika trzeba użyć stali miękkiej o grubości 5 mm, należy podnieść elektrodę o średnicy 3 mm i ustawić na urządzeniu natężenie prądu 100 A. Po spawaniu testowym można skorygować natężenie prądu, czyli zmniejszyć lub zwiększyć.
Środki bezpieczeństwa w pracy
Ustalone zasady bezpieczeństwa można powiedzieć, że zostały napisane przez „krew” ofiar, a zatem surowo zabronione jest ich ignorowanie. Zdrowie i życie zależą nie tylko od operatora sprzętu spawalniczego, ale także od ludzi wokół niego. Do zasad bezpieczeństwa należą więc następujące.
- Zanim zaczniesz, powinieneś sprawdzić integralność izolacji na wszystkich przewodach i kablach podłączonych do urządzenia. Konieczne jest również sprawdzenie sprawności urządzenia, a mianowicie zapewnienie, że napięcie bez obciążenia jest równe zeru. W takim przypadku system powinien działać, odłączając napięcie na elektrodzie, gdy urządzenie jest bezczynne.
- Przed podłączeniem sprzętu sprawdź sieć elektryczną pod obciążeniem (zmierz zakres osiadania).
- Aby chronić siatkówkę oka przed promieniowaniem ultrafioletowym wynikającym z łuku spawalniczego, konieczne jest zastosowanie maska ochronna (tarcza) lub specjalne okulary. Niedawno na rynku pojawiły się maski spawalnicze i okulary z „kameleonowymi” okularami, które automatycznie ściemniały, gdy uderzyło w nie jasne promieniowanie. Okulary lub maska powinny być noszone nie tylko przez spawacza, ale także przez jego asystenta.

- Jeśli spawanie odbywa się w pomieszczeniu, należy chronić układ oddechowy i zapobiec zatruciu szkodliwymi gazami respiratory z wymiennymi wkładami lub maskamiprzez które wymuszane jest dostarczanie oczyszczonego powietrza.
- Aby chronić ręce przed metalowymi odpryskami, używaj specjalnych rękawic - Spawacze getrów.

- Do ochrony ciała używaj kombinezonów, kurtek i spodni wykonanych z ogniotrwałej tkaniny.
- Aby chronić stopy wymagane do noszenia wysokie buty, aby zapobiec przedostawaniu się iskier metalowych. Buty powinny zakrywać ich spodnie spodniami.
- Miejsce pracy powinno być dobrze oświetlone.
- Pod stopami spawacza powinno być gumowa mata lub drewniana podłogazapobieganie porażeniu prądem.
- Wokół miejsca pracy nie powinny znajdować się żadne obce przedmioty, przez które można się potknąć.
- W pobliżu miejsca pracy powinno być piasek i gaśnica za terminowe wygaszanie źródła ognia.
- Uziemienie maszyny spawalniczej jest konieczne.
Jeśli zasady bezpieczeństwa zostały już zbadane, możesz zacząć zaznajomić się z prawidłowym spawaniem elektrycznym.
Wybór polaryzacji
Nie jest tajemnicą, że proces topienia metalu jest spowodowany wysoką temperaturą łuku elektrycznego, który występuje między spawanym materiałem a elektrodą. Jednocześnie kabel z uchwytem na elektrodę i kabel uziemiający (z spinaczem) są podłączone do różnych zacisków urządzenia. Aby prawidłowo podłączyć kabel, musisz zrozumieć, kiedy zmieniają miejsca.
Podczas spawania za pomocą falownika lub innego urządzenia spawalniczego stosowana jest bezpośrednia i odwrotna polaryzacja przewodów połączeniowych do urządzenia. Bezpośrednia polaryzacja Dopuszcza się wywołanie połączenia, gdy kabel z elektrodą jest podłączony do minusa, a spawany metal jest podłączony do plusa.
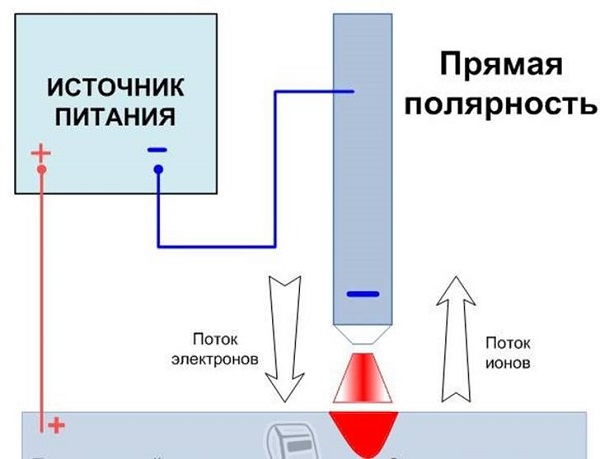
Ta metoda łączenia pozwala metalowi dobrze się rozgrzać, dlatego szew jest głęboki i wysokiej jakości. Metoda bezpośredniej polaryzacji jest stosowana podczas gotowania grubych wyrobów metalowych.
Odwrotna polaryzacja obejmuje podłączenie kabla elektrody do bieguna dodatniego, a przewód masy do minusa.
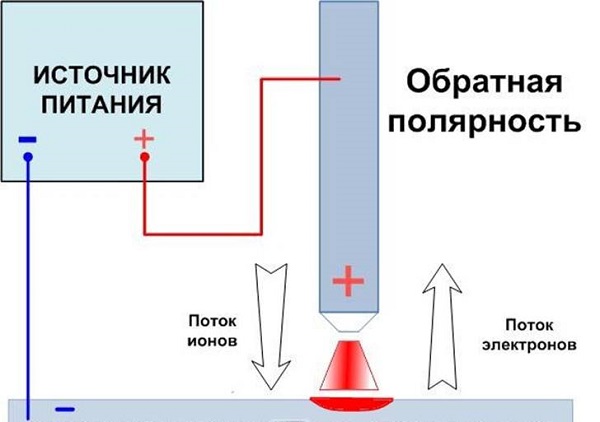
Przy takim połączeniu metal nagrzewa się mniej, a szew uczy szerzej. Odwrotna polaryzacja jest zwykle stosowana przy gotowaniu cienkich wyrobów metalowych w celu wykluczenia części przepalających.
Wybór prądu spawania
Prąd spawania jest wybierany z uwzględnieniem grubości spawanego metalu i średnicy dodatku. Aby ułatwić obliczenia, można użyć tabeli, która została podana powyżej w sekcji dotyczącej konfigurowania urządzenia. Ponadto, wybierając optymalną siłę prądu, należy pamiętać o zasadzie: im większa siła prądu, tym głębiej uzyskuje się spoinę, i tym szybciej można przesunąć elektrodę. Dlatego konieczne jest osiągnięcie idealnego stosunku prędkości ruchu dodatku i natężenia prądu, tak aby szew miał wymaganą wypukłość i głębokość wystarczającą do dobrego zgrzewania krawędzi części.
Metody pracy z różnymi metalami
Ponieważ proces spawania jest niemożliwy bez zajarzenia łuku, powinieneś wiedzieć, że istnieją dwie metody:
- musisz uderzyć metal kilka razy elektrodą, aż łuk się zapali.
- potrzebujesz elektrody jak zapałki, aby uderzyć kilka razy w metal.
Każdy master wybiera najbardziej dogodny i odpowiedni sposób zapalenia łuku. Ale musisz uderzyć ostro nie gdziekolwiek, ale wzdłuż linii spoiny, aby żadne ślady nie pozostały na obrabianym przedmiocie.
Nazywane jest miejsce, w którym metal topi się pod wpływem łuku elektrycznego kąpiel spawalnicza. Aby przesunąć go wzdłuż linii szwu, użyj jednej z metod pokazanych na poniższym rysunku.
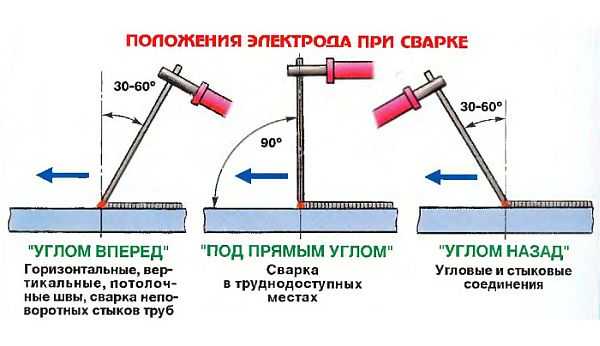
W przypadku normalnego ruchu kąpieli elektroda wygina się pod kątem 45-50 °. Przechylając dodatek pod różnymi kątami, możesz kontrolować szerokość kąpieli. Każdy mistrz wybiera optymalny kąt nachylenia w celu uzyskania szwu o akceptowalnej jakości.
Elektroda może przyjąć pozycję kąt oparcia lub kąt do przodu. W celu uzyskania szerokiego szwu, nachylenie kąta oprzyrządowania jest używane do przodu, ponieważ w tej metodzie uzyskuje się mniej ciepła. Ta metoda gotuje cienkie metale. Gruby metal można ugotować w rogu.
Do spawania metali nieżelaznych podłącz palnik argonowy do falownika spawalniczego i użyj elektrody nie ulegającej zużyciu (wolfram). W tym przypadku pręty metalowe służą jako dodatek, który jest umieszczany na linii szwu i topiony przez łuk elektryczny. W procesie spawania kąpiel jest przedmuchiwana gazem obojętnym.

Zasady konserwacji falownika
Konserwacja spawarki typu inwertorowego obejmuje następujące elementy.
- Kontrola wzrokowa. Musi być wykonywany za każdym razem przed rozpoczęciem pracy, a po nim w celu wykrycia ewentualnych uszkodzeń izolacji kabli spawalniczych i przewodu zasilającego. Również podczas badania zewnętrznego sprawdzany jest brak uszkodzeń obudowy i elementów sterujących (konieczne jest sprawdzenie regulatora prądu).
- Przeprowadzanie czyszczenia wewnętrznego urządzenia. Przeprowadza się to po zdjęciu obudowy z urządzenia, aby usunąć kurz i nagromadzony brud ze wszystkich węzłów. Czyszczenie odbywa się za pomocą kierunkowego przepływu sprężonego powietrza do zakurzonych części.
- Sprawdzanie i zdejmowanie zacisków urządzenia. Okresowo sprawdzaj miejsca, do których podłączone są kable zasilające. W przypadku wykrycia utleniania na zaciskach należy je usunąć drobnym papierem ściernym.
Unikaj również upuszczania wody, pary wodnej i innych cieczy do spawarki inwerterowej, która może przeniknąć do wnętrza urządzenia i spowodować zwarcia. Jeśli jakikolwiek płyn przedostał się do wnętrza aparatu, należy usunąć z niego osłonę i usunąć całą wilgoć. Szczególnie ostrożnie osusz kartę elektroniczną falownika za pomocą zwykłej suszarki.
/rating_off.png)











