Zmiana inwertera spawalniczego w urządzeniu półautomatycznym
Automatyczny półautomat spawalniczy jest dość popularnym urządzeniem wśród profesjonalnych i domowych rzemieślników, zwłaszcza tych, którzy zajmują się naprawami karoserii. To urządzenie można kupić już w gotowej wersji. Ale wielu właścicieli spawarek inwerterowych zastanawia się: czy można przekształcić falownik w urządzenie półautomatyczne, aby nie kupić innego spawacza? Dokonywanie półautomatycznego urządzenia z falownika własnymi rękami jest dość trudnym zadaniem, ale przy silnym pragnieniu jest całkiem możliwe.
Treść
Wymagane materiały i narzędzia
Do złożenia urządzenia potrzebne będą następujące elementy:
- spawarka inwerterowa;
- latarka, a także specjalny elastyczny wąż, wewnątrz którego przechodzi gazociąg, prowadnica drutu, kabel zasilający i elektryczny przewód sterujący;
- mechanizm do jednolitego automatycznego podawania drutu;
- moduł sterujący, a także regulator prędkości silnika (kontroler PWM);
- butla z gazem ochronnym (dwutlenek węgla);
- zawór elektromagnetyczny do odcinania gazu;
- cewka z drutem elektrody.
W celu zmontowania domowej półautomatycznej maszyny z falownika spawalniczego, ten ostatni musi wytworzyć prąd spawania o wartości co najmniej 150 A. Ale będzie musiał być nieco zmodernizowany, ponieważ charakterystyki prądowo-napięciowe falownika nie są odpowiednie do spawania drutem elektrodowym w środowisku gazu ochronnego.
Ale więcej o tym później. Najpierw musisz wykonać mechaniczną część maszyny, a mianowicie podajnik drutu.
Podajnik drutu elektrodowego
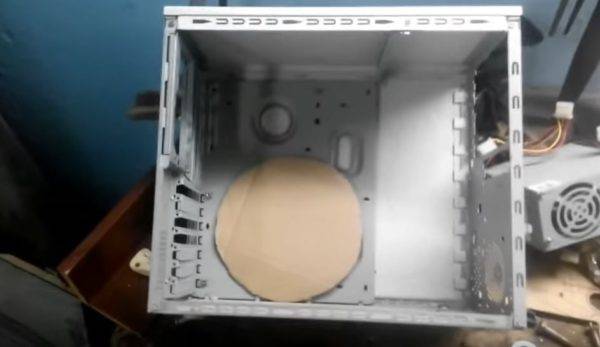
Ponieważ podajnik zostanie umieszczony w osobnym pudełku, jest idealny do tego celu. obudowa systemu komputerowego. Ponadto nie ma potrzeby wyrzucania zasilacza. Może być dostosowany do działania mechanizmu ciągnącego.
Na początek trzeba zmierzyć średnicę cewki za pomocą drutu lub, rysując ją na papierze, wyciąć okrąg i włożyć go do ciała. Wokół bębna powinno być wystarczająco dużo miejsca, aby pomieścić inne węzły (zasilacz, węże i mechanizm ciągnienia drutu).
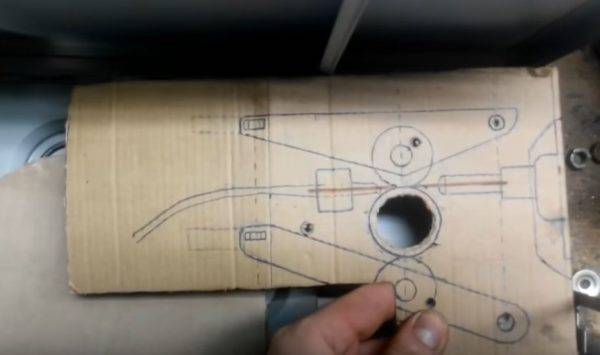
Urządzenie do ciągnienia drutu jest wykonane z mechanizmu wycieraczki samochodowej. Konieczne jest zaprojektowanie dla niego ramy, która będzie również przytrzymywać rolki dociskowe. Układ musi być narysowany na grubym papierze w rzeczywistej skali.
Podajnik musi być zainstalowany w obudowie, aby złącze znajdowało się w dogodnym miejscu.

Aby drut mógł być podawany równomiernie, wszystkie elementy muszą być zamocowane dokładnie naprzeciw siebie. Rolki muszą być wycentrowane względem otworu dla złączki wlotowej, która znajduje się w złączu do podłączenia węża.

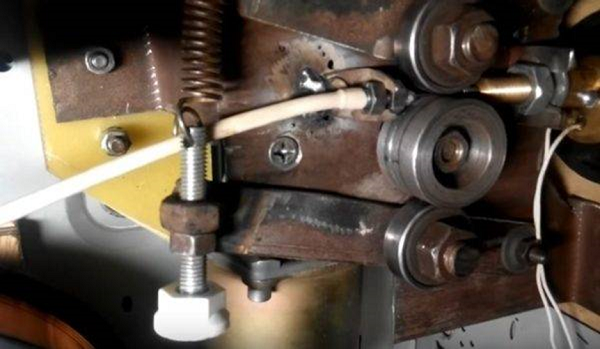
Jako prowadnice rolkowe możesz stosować łożyska o odpowiedniej średnicy. Używają tokarki do szlifowania małego rowka, przez który przesunie się drut elektrodowy. W przypadku mechanizmu można użyć sklejki o grubości 6 mm, tekstolitu lub wytrzymałego arkusza z tworzywa sztucznego. Wszystkie elementy są przymocowane do podstawy, jak pokazano na poniższym zdjęciu.

Jako główny prowadnik drutu jest używany śruba wiercona osiowo. Rezultatem jest pozorna wytłaczarka drutu. Przy wejściu dyszy jest umieszczony na kambrze, wzmocniony sprężyną (dla sztywności).

Pręty, na których zamocowane są rolki, są również obciążone sprężyną.Siła mocowania jest ustalana za pomocą śruby umieszczonej poniżej, do której przymocowana jest sprężyna.

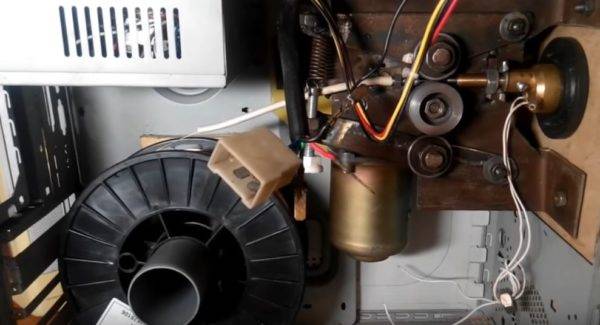
Podstawa mocowania kołowrotka można wykonać z małego kawałka sklejki lub PCB i przyciąć plastikową rurę o odpowiedniej średnicy.

Ponadto wszystkie elementy muszą być starannie umieszczone w obudowie.
Schemat sterowania mechanicznego
Aby uzyskać dobrą jakość spoiny podczas spawania, konieczne jest zapewnienie podawania drutu z określoną i stałą prędkością. Ponieważ silnik wycieraczki szyby przedniej jest odpowiedzialny za prędkość posuwu narzędzia, konieczne jest urządzenie zdolne do zmiany prędkości obrotowej twornika. Odpowiednie do tego jest gotowe rozwiązanie, które można również kupić w Chinach, i nazywa się to Kontroler PWM.

Poniżej znajduje się diagram, z którego jasno wynika, jak kontroler obrotów jest podłączony do silnika. Kontroler sterownika z wyświetlaczem cyfrowym jest wyświetlany na przednim panelu obudowy.
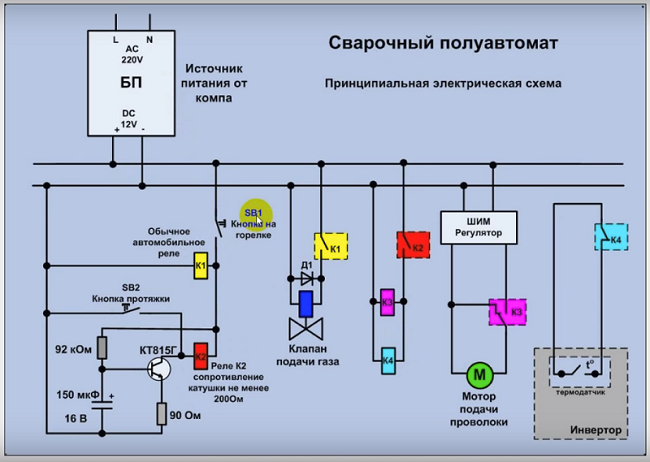
Następnie musisz zainstalować przekaźnik zaworu gazowego. Będzie również kontrolować rozruch silnika. Wszystkie te elementy muszą być aktywowane po naciśnięciu przycisku Start znajdującego się na uchwycie palnika. W tym przypadku dopływ gazu do punktu spawania musi znajdować się przed (około 2-3 sekund) od początku podawania drutu. W przeciwnym razie łuk zapali się w środowisku powietrza atmosferycznego, a nie w środowisku gazu ochronnego, w wyniku czego drut elektrody stopi się.
Przekaźnik opóźnienia domowej półautomatycznej może być montowany na podstawie 815-tego tranzystora i kondensatora. Aby uzyskać pauzę trwającą 2 sekundy, wystarczy kondensator 200-2500 uF.
Elektromagnetyczny zawór odcinający umieszczony w dowolnym miejscu, w którym nie będzie zakłócać działania węzłów mobilnych, i jest podłączony do obwodu zgodnie ze schematem. Możesz użyć zaworu powietrza GAZ 24 lub kupić specjalny, przeznaczony do maszyn półautomatycznych. Zawór odpowiada za automatyczne dostarczanie gazu ochronnego do palnika. Włącza się po naciśnięciu przycisku start, umieszczonego na palniku półautomatycznego. Obecność tego elementu znacznie zmniejsza zużycie gazu.


Ponadto, po zainstalowaniu wszystkich zespołów w obudowie, mocowanie do falownika do spawania półautomatycznego będzie gotowe do pracy.


Ale, jak już wspomniano, charakterystyka prądowo-napięciowa (VAC) falownika nie jest odpowiednia do pełnej pracy urządzenia półautomatycznego. Dlatego, aby urządzenie półautomatyczne mogło pracować w tandemie z falownikiem, wymagane są niewielkie zmiany w jego obwodzie elektrycznym.
Modyfikacja falownika WAH
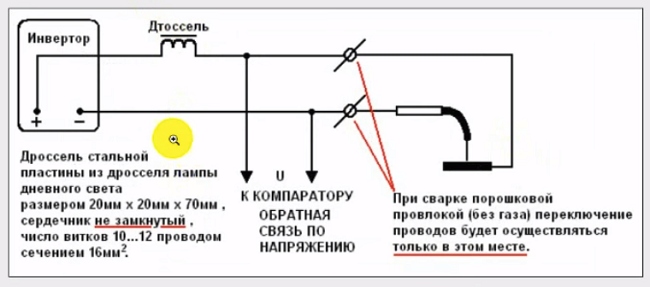
Aby zmienić IVC falownika, istnieje wiele schematów, ale najprostszym sposobem na to jest:
- zmontuj urządzenie za pomocą dławik świetlówki zgodnie z poniższym schematem;
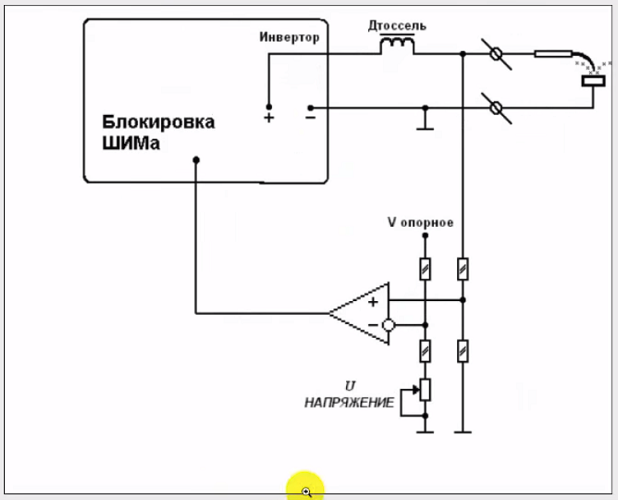
- aby podłączyć zmontowane urządzenie, musisz zmontować inną jednostkę w następujący sposób;
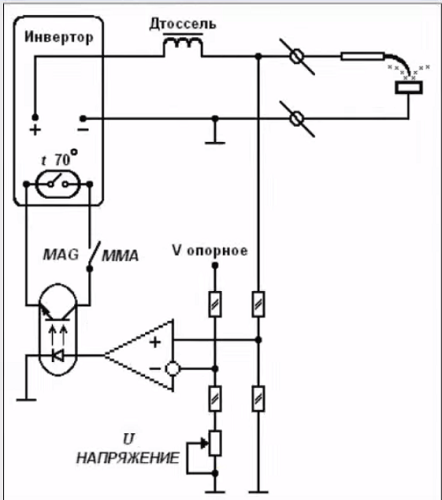
- aby czujnik przegrzania nie działał na falowniku, konieczne jest przylutowanie (równolegle) transoptora do niego, jak pokazano na poniższym schemacie.
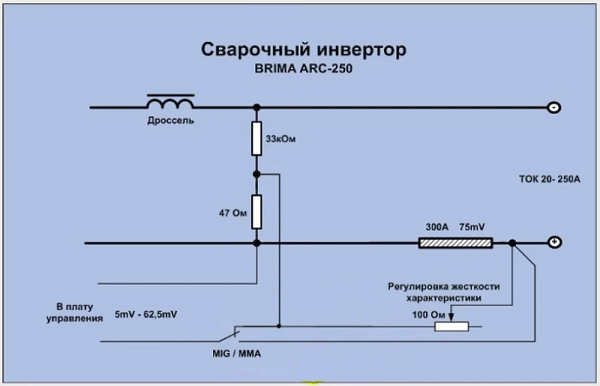
Ale jeśli prąd spawania w falowniku jest kontrolowany z bocznikiem, następnie możesz złożyć prosty obwód składający się z trzech rezystorów i przełącznika trybu, jak pokazano poniżej.
W rezultacie konwersja inwertora spawalniczego w urządzenie półautomatyczne będzie kosztować 3 razy tańsze niż już ukończone urządzenie. Ale oczywiście dla aparatury do samodzielnego montażu trzeba mieć pewną wiedzę w branży radiowej.
/rating_off.png)











