Jak pracować młyn ręczny
Frazer to wyjątkowe narzędzie o dużej funkcjonalności, które jest niezbędnym narzędziem w branży stolarskiej. Młyn ręczny może tworzyć różnego rodzaju połączenia między częściami drewnianymi, przetwarzać krawędzie, krawędzie i warstwy półwyrobów, wykorzystywać je do wybierania rowków i wnęk, a także do rzeźbienia w drewnie i grawerowania metalu.
Treść
Ogólne zasady pracy
Pomimo łatwości obsługi router jest traumatycznym narzędziem, jeśli używasz go bez przestrzegania prostych zasad. Podstawowe zasady pracy z tą jednostką są następujące.
- Rękawy odzieży powinny dobrze przylegać do dłoni. Jeśli masz długie włosy, musisz je podnieść, aby nie spadły na nóż i kolejne nawijanie.
- Zanim zaczniesz, upewnij się sprawdź kabel sieciowy za uszkodzenie izolacji. Uszkodzenie przewodu występuje w momencie, gdy kabel przypadkowo uderzy w młyn, który jeszcze się nie zatrzymał. Stwierdzone otarcia izolacji muszą być zaizolowane.
- Przygotuj miejsce pracy tak, aby nie zawierało ciał obcych (kluczy, śrubokrętów, śrub itp.), Które mogą spaść pod narzędzie robocze i je uszkodzić.
- Używaj tylko dobrze zaostrzone narzędzie (frezy). Możesz sprawdzić ostrość ostrza palcem: w tym celu musisz trzymać je na ostrzu pod kątem 90 stopni. Jeśli krawędź jest ostra, poczujesz lekkie trzymanie skóry przez ostre krawędzie. W przeciwnym razie palec łatwo ześlizgnie się z ostrza.
- Przed użyciem noża z łożyskiem oporowym należy nasmarować je jedną kroplą oleju. Łożysko powinno obracać się łatwo i bez opóźnień.
- Instalując oprzyrządowanie w tulei zaciskowej, upewnij się, że trzpień frezu wchodzi w niego nie mniej niż 20 mm.
- Za każdym razem, gdy instalujesz obcinarkę, usuń osady węglowe i pozostałości drewna z ostrzy za pomocą miękkiej metalowej płytki.
- Użyj specjalne okulary ochronne. Cóż, jeśli są pyłoszczelne.
- Należy chronić układ oddechowy przed drobnym pyłem, który powstaje obficie podczas frezowania, zwłaszcza jeśli części są wykonane z laminowanej płyty wiórowej i MDF. W obronie można użyć respiratora lub zwykłej maski medycznej zakupionej w aptece.
- Zawsze przymocuj przedmiot do stołu za pomocą zacisków. Trzymaj obrabiany przedmiot jedną ręką podczas przetwarzania jest zabronione.
- Prawy wybór prędkość obrotowa jednostka wrzeciona, w zależności od średnicy zainstalowanego sprzętu. Należy również zwrócić uwagę na twardość drewna. Im wyższa twardość materiału, tym wolniej należy ustawić prędkość obrotową.
- Frez w jednym przejściu powinien być zanurzony w obrabianym przedmiocie na głębokość nie większą niż 3 mm.
- Przed rozpoczęciem obróbki przedmiotu należy włączyć router i poczekać na moment, w którym młyn zgromadzi niezbędny pęd, a następnie przystąpić do wprowadzenia młyna do drewna. Jeśli rozpoczniesz frezowanie przy niskich obrotach lub przy początkowych obrotach narzędzia, tnąca część narzędzia uderzy w obrabiany przedmiot, tworząc na nim wióry. Oprócz uszkodzenia części router może odskoczyć i zranić operatora.
- Utrzymuj maszynę w taki sposób, abyś widział obracające się narzędzia i kontrolował ich zanurzenie w materiale.
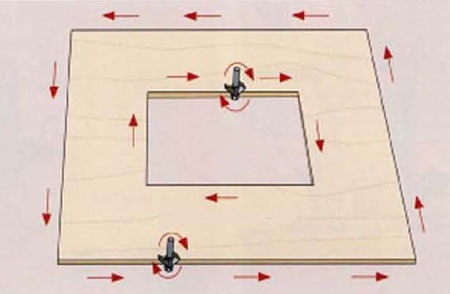
- Ponieważ młyn obraca się w godzinachstrzałka, ruch rutera powinien być skierowany w taki sposób, aby poruszały się ostrza narzędzia w kierunku materiałujak pokazano na rysunku poniżej.
- Frez musi być mocno trzymany w rękach, ale bez nadmiernego nacisku na obrabiany przedmiot. Naciśnij go równomiernie i płynnie, bez szarpnięć, w całej trajektorii ruchu.
- Jeśli praca jest wykonywana przy niskich obrotach, a nawet przez długi czas, potrzebuje chłodno od czasu do czasu. Urządzenie należy uruchomić z maksymalną prędkością (na biegu jałowym) przez 20-30 sekund, aby silnik był dobrze wentylowany przez przepływ powietrza wytwarzany przez wirnik zamontowany na wale.
- Aby zatrzymać frezowanie, na przykład krawędzie obrabianego przedmiotu, należy najpierw usunąć młyn z drewna, a następnie wyłączyć urządzenie. Ale podczas frezowania głębokiego rowka należy najpierw zatrzymać posuw narzędzia, wyłączyć go, poczekać, aż narzędzie całkowicie się zatrzyma, a następnie wyjąć nóż z wnęki.
Przygotowanie narzędzia do pracy
Najważniejszą rzeczą, którą należy zrobić przed rozpoczęciem frezowania, jest ustawienie jednostki dla określonego rodzaju pracy, biorąc pod uwagę właściwości przetwarzanego materiału i rodzaj oprzyrządowania.
Wybór prędkości
Frez to jednostka zdolna do opracowania bardzo wysokich obrotów wrzeciona, od 8000 do 24000 obr / min i więcej. Im większa prędkość obrotowa oprzyrządowania, tym czystsza jest powierzchnia do obróbki. Należy jednak pamiętać, że przekroczenie dopuszczalnej prędkości dla niektórych frezów może spowodować spalenie przedmiotu obrabianego w miejscach obróbki. Dlatego oprócz prędkości obrotowej trzonka narzędzia należy wziąć pod uwagę prędkość liniowa ostrza. Z reguły im większa średnica oprzyrządowania, tym szybciej obraca się krawędź tnąca oprzyrządowania. Jeśli zamierzasz użyć zatrzasku o dużej średnicy, wówczas obroty wrzeciona będą musiały zostać nieznacznie zmniejszone.
Poniżej znajduje się tabela, za pomocą której można wybrać optymalną prędkość obrotu narzędzia, w zależności od jego średnicy.
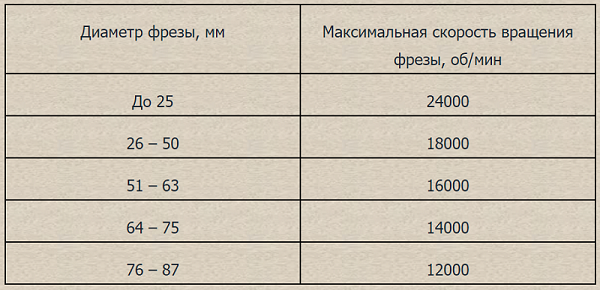
Ponadto przy wyborze prędkości obrotowej narzędzia należy wziąć pod uwagę twardość obrabianego materiału. Frezowanie twardego drewna jest wymagane z mniejszą prędkością niż zalecana dla określonej średnicy narzędzia.
Powinieneś również zmniejszyć prędkość narzędzia, jeśli potrzebujesz wyciąć PCV, obróbkę pleksi i tworzyw sztucznych. Przy dużych prędkościach tworzywo sztuczne zacznie się topić i przyklejać do krawędzi oprzyrządowania. W każdym przypadku prędkość obrotowa jest wybierana eksperymentalnie.
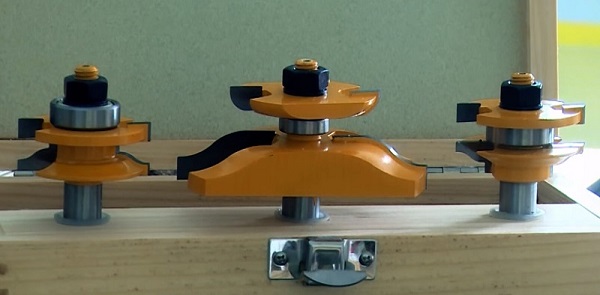
Frezy montażowe
Przed wymianą narzędzia jest konieczne odłącz router od sieci. Wyłączenie przycisku startu nie wystarczy. Bardzo ważne jest, aby odłączyć przewód zasilający, aby zapobiec przypadkowemu uruchomieniu silnika.
Olinowanie zmienia się w następujący sposób.
- Połóż maszynę na boku, tak aby przycisk trzymający wrzeciono był na górze.
- Naciśnij przycisk i obróć trzpień, aż zatrzaśnie się w uchwycie. Następnie umieść klucz na nakrętce tulei zaciskowej i odkręć ją. W niektórych modelach frezów ten przycisk może nie być. W tym przypadku potrzebujesz 2 kluczy. Pierwszy klucz jest nakładany na nakrętkę umieszczoną na wrzecionie i działa jak ustalacz (jeśli spoczywasz na prowadnicy), a drugi klucz służy do poluzowania nakrętki tulei zaciskowej.

- Po poluzowaniu zacisku tulei zaciskowej wyjmij z niego trzpień.
- Następnie włóż nową zatrzask, zanurzając jej trzpień w tulei na głębokość co najmniej 20 mm, to znaczy, aż się zatrzyma.
- Dokręć nakrętkę tulei zaciskowej. Dokręć narzędzie z wystarczającą siłą, ale nie na tyle, aby zakłócać gwint.
- Odblokuj wrzeciono.
Należy pamiętać: nakrętki zacisku tulei zaciskowej nie można dokręcić, jeśli nie ma w niej oprzyrządowania. To go złamie.
Ustawianie głębokości przetwarzania
Zainstalowano prawie wszystkie urządzenia do frezowania regulatory głębokości. Ustawienie narzędzia głębokości zanurzenia jest następujące:
- Umieść urządzenie na płaskiej powierzchni, na przykład na stole.
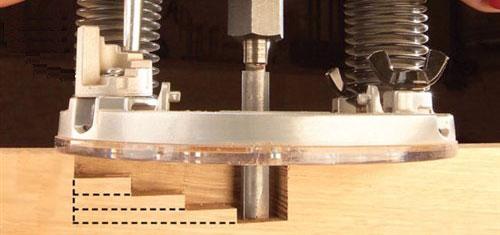
- Umieść krok ogranicznika wieży (1), który ma najmniejszą wysokość, pod ogranicznikiem zanurzenia (2).


- Usuń blokadę z ogranicznika głębokości, lekko odkręcając śrubę (3), aby ogranicznik (2) mógł się swobodnie poruszać.
- Odblokuj mechanizm zanurzenia maszyny. W niektórych modelach frezów silnik jest mocowany na pionowych prętach za pomocą jednego obrotowego uchwytu. Istnieje również znaczna liczba modeli tych jednostek, w których napęd jest zablokowany specjalną dźwignią obrotową.
- Opuść silnik, aż frez dotknie przedmiotu obrabianego. Należy to robić powoli, aby uniknąć uderzenia ostrzy w część.
- Następnie powinieneś ponownie zamocować silnik na szynach.
- Opuść ogranicznik głębokości (2) na najniższy stopień ogranicznika głowicy (1).
- Ustaw suwak (4) w skali „0” (6).
- Podnieś ogranicznik (2) do takiej wysokości, aby przed jego suwakiem (4) na skali (6) była wartość nurkowania, którą chcesz wykonać. W przypadku regulacji zgrubnej ogranicznik (2) jest podnoszony lub opuszczany ręcznie. Bardziej precyzyjna regulacja głębokości zanurzenia narzędzia odbywa się za pomocą mechanizmu precyzyjnego strojenia (5).
- Położenie stopera (2) musi być zabezpieczone śrubą blokującą (3). Teraz możesz odblokować mechanizm zanurzeniowy i podnieść platformę z silnikiem do góry.
W rezultacie, jeśli opuścisz napęd, aż zderzak (2) dotknie najniższego stopnia ogranicznika wieżyczki, uzyskasz maksymalne wydłużenie noża względem podstawy urządzenia. Ta ilość narzędzia zanurzeniowego w obrabianym przedmiocie będzie ostateczna, tzn. Będzie miała wymaganą głębokość.
Jeśli chcesz wykonać głęboki rowek, którego nie można wybrać w jednym przejściu, możesz użyć podpory wieżyczki, aby stopniowo zanurzyć narzędzie w obrabianym przedmiocie.. W tym celu przesuń najwyższy stopień ogranicznika głowicy (1) pod ogranicznik głębokości (2) i wykonaj frezowanie. Następnie zastąp następny przystanek, dolny przystanek i ponownie wykonaj jedno narzędzie przejścia. Gdy ogranicznik osiągnie najniższy stop, zostanie uzyskana wymagana głębokość rowka. Poniższy rysunek pokazuje, jak narzędzie jest stopniowo pogłębiane w obrabianym przedmiocie, jeśli użyjesz ogranicznika typu rewolwerowego.
Przetwarzanie krawędzi
Do obróbki krawędzi i końców obrabianego przedmiotu za pomocą specjalnych młyny krawędziowe. Mogą być proste i kręcone. Frezy proste służą do przycinania (poziomowania) krawędzi części na wzorze (zakrzywionym) lub na linijce. Na przykład, jeśli przecinasz płytę wiórową za pomocą wyrzynarki elektrycznej, w tym przypadku nie możesz obejść się bez routera. Krawędź po przejściu przez pilnik okazuje się nierówna i ma małe wióry. Aby nadać jej idealną geometrię, wykonaj następujące czynności.
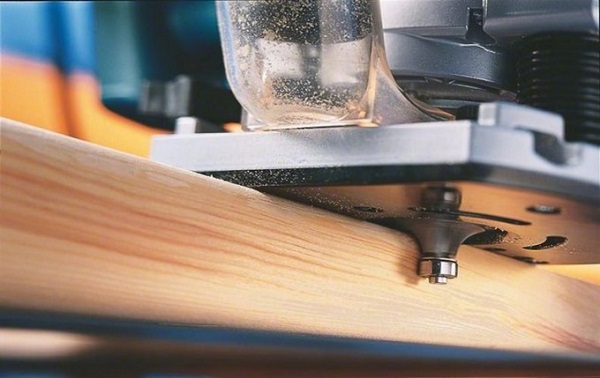
- Zamocuj frez do frezowania w krawędzi frezu. Ten młyn może mieć łożysko na dnie lub w jego górnej części (w pobliżu trzonu).


- Jeśli młyn ma niższe łożysko wzdłużne, szablon umieszcza się pod obrabianym przedmiotem, a obie części dociska się do stołu warsztatowego za pomocą zacisków. I odwrotnie, szablon jest przymocowany do obrabianego przedmiotu za pomocą górnego łożyska na zatrzasku.
- W przypadku z dolnym łożyskiem Umieść wiertło na krawędzi obrabianego przedmiotu i opuść frez tak, aby łożysko oporowe znalazło się w środku powierzchni matrycy, a dolna część ostrzy rozciąga się na 2-3 mm na szablonie. Do noży z górnym łożyskiem Wszystko odbywa się na odwrót: powierzchnia frezowania jest umieszczana na szablonie, pod którym układany jest przedmiot obrabiany. Frez jest opuszczany, aż łożysko osiągnie środek szablonu, a górna część ostrzy nie uchwyci go o 2-3 mm.
- Ponadto, lekko zaciśnięty przedmiot jest wyrównany z szablonem (można użyć gumowego młotka) po uprzednio nałożonym oznaczeniu.
- Po wypoziomowaniu dociśnij części zaciskami do stołu warsztatowego. Jeśli trzymasz je luźno, mogą się one przesuwać z powodu silnych wibracji podczas pracy narzędzia.
- Umieść bit routera na obrabianym przedmiocie (szablon), nie dotykając detali w młynie, włącz urządzenie i poczekaj, aż osiągnie pełną prędkość;
- Przesuń gładko frez na początek obrabianego przedmiotu, aby narzędzie włączyło się w niego i umieściło łożysko na szablonie, a następnie pocięło wzdłuż całej krawędzi.
Do obróbki końców półfabrykatów można użyć konwencjonalnych zatapialnych (pionowych) frezarek. Jeśli konieczne jest usunięcie zwisów z PCW, których grubość może sięgać 4 mm, wygodniej będzie pracować z frezarką krawędziową, ponieważ ma kompaktowe wymiary i niewielką wagę.

Figurowe młyny do twarzy głównie do przetwarzania produktów z drewna i MDF. W tym przypadku najpierw obrabiany przedmiot otrzymuje określony kształt za pomocą prostego frezu. Następnie narzędzie z wymaganym profilem figur jest wstawiane do tulei, a krawędzie są obrabiane w zwykły sposób. Tylko jako szablon lub prowadnica dla łożyska służy wyrównanej krawędzi części.

Podczas frezowania elementów drewnianych należy wziąć pod uwagę kierunek włókien drzewnych.. Jeśli tego nie zrobisz, odpryski będą występować w narożnikach detali lub w punktach, w których włókna podłużne obracają się na końcu podczas obróbki, na przykład zakrzywionych części. Aby uniknąć odprysków, powinieneś wyrysować „problem” na obrabianym przedmiocie (Rysunek A). Jeśli przejdziesz przez te sekcje noża w zwykły sposób (przeciwnie do strzałki), to najczęściej spowoduje to powstanie wiórów. Dlatego też, aż do stref „problemu”, narzędzie jest podawane w kierunku strzałki, aw punktach przejścia włókien kierunek jest odwracany (rysunek C).

Ta sama zasada obowiązuje obróbka narożników drewnianych półfabrykatów. Najpierw nóż musi przejść wzdłuż włókien wzdłuż strzałki (przez róg), po czym okładzina kontynuuje się w zwykły sposób.
Jeśli wykonuje się frezowanie fasad MDF (przed wklejeniem plastiku) lub innych produktów z tego materiału, nie należy się obawiać odpryskiwania, ponieważ materiał ma jednolitą strukturę.
Cięcie otworów
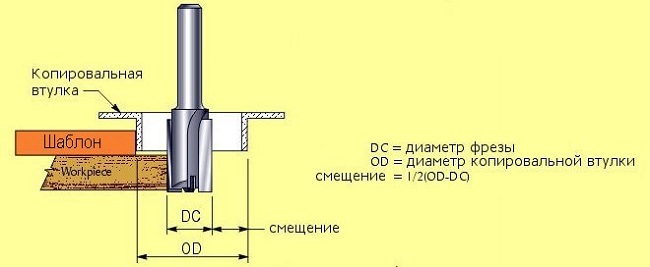
Do wycinania otworów w drewnianych półfabrykatach frez z prostym rowkiem. Jeśli otwór ma złożony kształt, jest cięty przez router zgodnie z szablonem przygotowanym wcześniej za pomocą pierścienia do kopiowania. Ta ostatnia jest przymocowana do końcówki młyna, a gdy jednostka pracuje, ustawia ruch narzędzia w pożądanym kierunku.
Aby wyciąć otwór w drewnianym półfabrykacie, należy wykonać następujące operacje:
- przymocuj prostą frez do rowków w tulei zaciskowej;
- przymocuj kopię koperty do bitu routera;
- umieść na stole warsztatowym przedmiot, w którym chcesz zrobić otwór;
- umieścić małe kawałki płyty wiórowej pod obrabianym przedmiotem, aby lekko unieść ją nad stół (jest to wymagane do wyjścia z narzędzia podczas przecinania części);
- umieść szablon z już przygotowanym otworem na obrabianym przedmiocie i dociśnij obie części do stołu za pomocą zacisków;
- ustawić minimalną wielkość zasięgu frezu (około 3 mm) w stosunku do podstawy urządzenia;
- włącz router i delikatnie opuść go na szablon, aby router został delikatnie włożony do materiału;
- prowadzić frezowanie wokół obwodu szablonu;
- obniżyć frez o kolejne 3 mm i powtórzyć powyższą operację;
- kontynuuj dodawanie 3 mm głębokości, aż młyn przejdzie przez obrabiany przedmiot.

W ten sam sposób możesz wyciąć okrągły otwór zgodnie z odpowiednim wzorem. Ale aby wyciąć okrąg w obrabianym przedmiocie, jest dużo łatwiejszy sposób. Pakiet większości modeli frezów już zawiera cyrkulator. Składa się z pręta z regulowaną (zaostrzoną) śrubą z jednej strony.

Pręt jest przymocowany do podstawy urządzenia, a spiczasta śruba jest wkładana do otworu, który służy jako środek przyszłego okręgu.Następnie musisz ustawić żądany promień, biorąc pod uwagę średnicę frezu. Poniższy rysunek pokazuje, jak poprawnie obliczyć promień otworu.
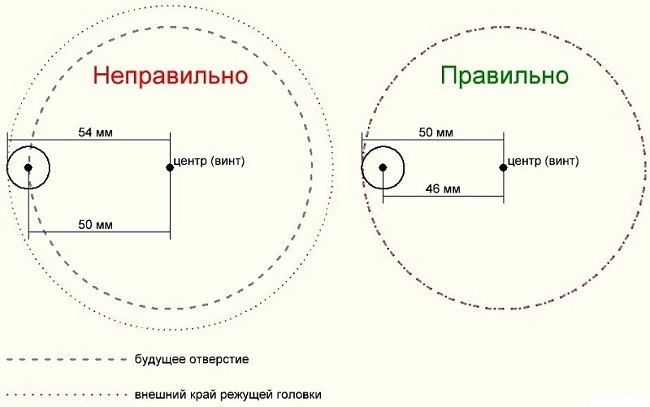
Frezowanie odbywa się w zwykły sposób w kilku etapach, za każdym razem pogłębiając narzędzie o 3 mm.
Można również wywiercić otwory, na przykład, do montażu zawiasów meblowych. Odbywa się to w następujący sposób.
- Zacisk w tulei zaciskowej maszyny Wiertło Forstnera wymagana średnica.
- Ustaw minimalną prędkość wrzeciona.
- Umieść router na płaskiej powierzchni.
- Opuść nóż tak, aby kolec w jego środku nie dosięgnął powierzchni stołu 2-3 mm i zamocuj napęd na prowadnicach.
- Następnie obniż ogranicznik głębokości do dowolnego kroku ogranicznika głowicy i zabezpiecz go śrubą blokującą. Dzięki ogranicznikowi głębokości frez nie może spaść poniżej wymaganego poziomu.
- Odblokuj napęd, aby mógł się swobodnie poruszać w górę iw dół wzdłuż prowadnic.
- Na obrabianym przedmiocie powinien znajdować się środek przyszłej dziury.
- Umieść końcówkę frezu na obrabianym przedmiocie i opuść młyn w taki sposób, aby kolec znajdujący się w jego środku dokładnie trafił w przeznaczone miejsce na części.
- Podnieś frez nieco powyżej przedmiotu obrabianego, włącz urządzenie i po serii pełnych obrotów płynnie zacznij zanurzać narzędzie w materiale, aż ogranicznik głębokości osiągnie ogranicznik. W tej operacji wiercenia można uznać za zakończoną.
Przed rozpoczęciem wiercenia na przedmiocie należy wykonać tę samą operację na niepotrzebnym kawałku drewna lub laminowanej płyty wiórowej o podobnej grubości.
Ważne jest, aby ten ślepy otwór miał niezbędną głębokość wystarczającą do zainstalowania w nim misek zawiasów meblowych, podczas gdy nie powinno być żadnych wypukłości i otworów z tyłu części.
Jeśli chcesz to zrobić przez otwórwtedy ogranicznik głębokości nie jest konieczny. Aby uzyskać „czystą” wydajność frezu z tyłu obrabianego przedmiotu, wiercenie należy wykonać w 2 etapach. W pierwszym etapie wiertło kubkowe jest zanurzane w obrabianym przedmiocie, aż mały otwór z kolca pojawi się na jego odwrotnej stronie. Ponadto obrabiany przedmiot jest obracany, kolec wiertła jest instalowany w powstałym otworze i wykonywane jest dalsze wiercenie. Zatem krawędzie otworu po obu stronach kęsa są gładkie i bez wykruszania.
Włóż zamki i zawiasy
W celu wstawienia zawiasów i zamków do drewnianych drzwi opracowano szereg specjalnych urządzeń, na których zamontowano zatapialny młyn.

Urządzenia te są dość drogie, więc mistrzowie próbują je zrobić własnymi rękami. Na przykład pętelki frezujące bez szablonu - raczej kłopotliwe. Ale ten proces jest znacznie uproszczony, jeśli stworzysz specjalny prosty szablon. Jak to zrobić, możesz się tego nauczyć wideo.
Zamki wpuszczane w drzwiach wewnętrznych występują w 2 etapach: najpierw powstaje szeroki rowek pod przednią płytą zamka, a następnie wybierany jest głęboki rowek pod korpusem zamka. Aby utworzyć siedzisko korpusu zamka, należy wykonać następujące kroki.
- Weź frez z prostym rowkiem o średnicy 0,5 mm większej niż listwa zamka.
- Ustaw głębokość zanurzenia na około 3 mm (w zależności od grubości płyty).
- Przymocuj równoległy ogranicznik do dolnej części maszyny.
- Przymocuj płytkę blokującą do końca skrzydła drzwi i okrąż ją ołówkiem. Znajdź środkową krawędź drzwi i przeciągnij przez nią linię (wzdłuż sieci).
- Zainstaluj router z naciskiem na koniec drzwi i wyśrodkuj router zgodnie z oznaczeniem, a następnie zamocuj wspornik w tej pozycji.
- Włącz urządzenie, zanurz frez w skrzydle drzwi na ustawioną głębokość i odetnij obszar na całej długości. Rezultatem będzie szeroki i płytki rowek pod przednią płytą zamka.
- Przymocuj zamek do powstałego rowka, zaznacz, gdzie będzie początek i koniec głębokiego rowka.
- Następnie należy wybrać frez (prosty rowek) o takiej średnicy, aby był nieco większy niż grubość korpusu zamka wpuszczanego. Również jego trzon powinien mieć wystarczającą długość, aby frez mógł wykonać rowek o głębokości 2-3 mm większy niż wysokość korpusu zamka.
- Zacisnąć oprzyrządowanie na tulei zaciskowej narzędzia.
- Ustaw na jednostce maksymalną głębokość zanurzenia zatrzasku, wystarczającą do włożenia korpusu zamka. Odbywa się to za pomocą regulacji głębokości.
- Włącz urządzenie i wywierć głębokość ustawioną na początku zaznaczenia. Powtórz wiercenie wzdłuż całej długości tego odcinka, umieszczając otwory jak najbliżej siebie.

- Po opracowaniu całego obszaru podnieś lekko nóż, aby górna część ostrzy oprzyrządowania wyszła nieco z rowka (1-2 mm) i wykonaj frezowanie, przesuwając urządzenie do przodu i do tyłu. Po kilku przejazdach frez można pogłębić i ponownie wykonać powyższą operację. W rezultacie otrzymujesz głęboki rowek o płaskim dnie i gładkich ścianach.


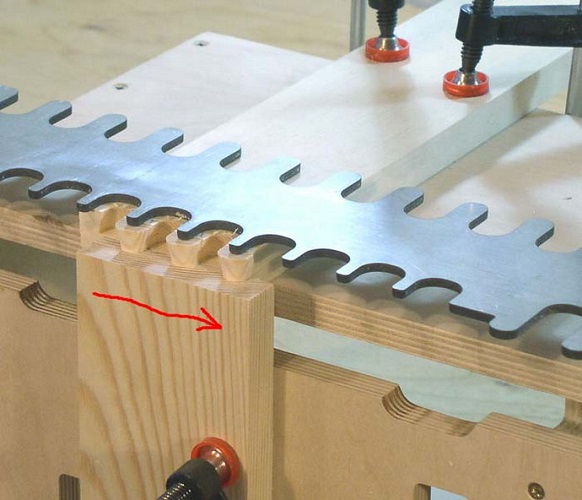
Pobieranie próbek rowków i ćwiartek
Aby wybrać rowek na powierzchni przedmiotu obrabianego lub jego krawędzi (końca), można użyć ogranicznika równoległego, jak w przypadku zamków drzwiowych. Ale możesz stworzyć specjalne urządzenie, które ułatwi ten proces, jeśli chcesz wybrać rowki w dużej liczbie identycznych części z drzewa. Jak to wygląda narzędzie do rowkowaniapokazany na poniższym obrazku.
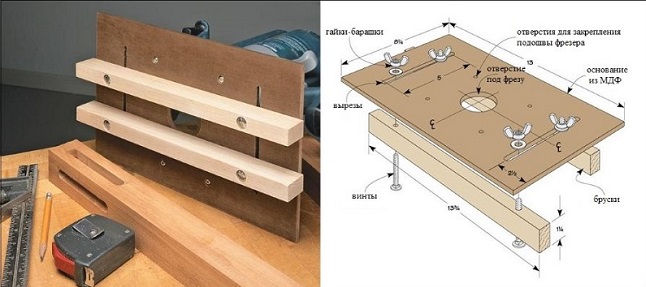
To urządzenie jest skonfigurowane po prostu:
- urządzenie jest zainstalowane na urządzeniach platformy;
- cała struktura jest nałożona na obrabiany przedmiot;
- przy użyciu prowadnic równoległych frez z prostym rowkiem jest wycentrowany względem oznaczenia na obrabianym przedmiocie;
- Po dostosowaniu głębokości oprzyrządowania (zwykle wymaga kilku przejazdów) wykonywane są rowki.
Aby wybrać ćwiartkę w drewnianej półce, użyj frez do rowków z łożyskiem.

Krawędź (koniec) przedmiotu obrabianego służy jako przewodnik dla oprzyrządowania. Narzędzie jest zaciśnięte w tulei narzędziowej, po czym ustawia się wysokość zanurzenia i próbkę ćwiartki pobiera się w zwykły sposób.

Wybór kwartału nie jest jedyną funkcją tego przystawki. Za jego pomocą można wybrać rowek wzdłuż krawędzi obrabianego przedmiotu i zrób rowkowaną deskę. Głębokość rowka jest regulowana przez zmianę łożysk wzdłużnych o różnych średnicach.

Do produkcji płyt rowkowanych w dużych ilościach wymagane będzie przymocowanie routera do stołu.
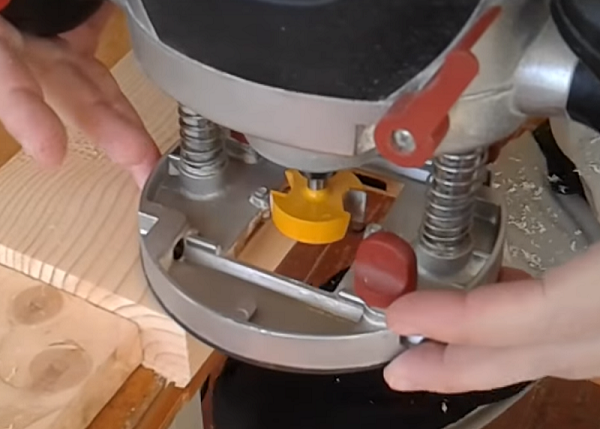
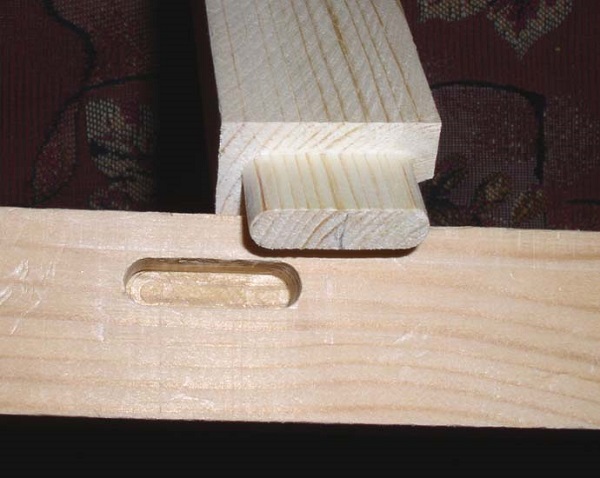
Rowek cierny i połączenie na jaskółczy ogon
Aby utworzyć połączenie cierno-rowkowe, istnieje wiele złożonych narzędzi. Ale jeśli produkcja wyrobów z drewna nie jest wprowadzana na rynek, wówczas połączenie cierno-rowkowe za pomocą młynka ręcznego można wykonać w prosty sposób.
- Część, na której będzie cięty kolec, powinna mieć gotowy rozmiar. Podczas tworzenia znaczników należy dodać długość kolca do długości części. Na przykład dla nóg stołów i krzeseł wystarcza długość cierni 30-40 mm, a dla drzwi - 55-70 mm. Użycie kwadratu do wykonania znacznika na krawędzi przedmiotu obrabianego.
- Weź piłę do metalu i wykonaj małe cięcia (będą to ramiona kolca).

- Przygotuj się beczka do kutra”I przymocuj go do tulei zaciskowej urządzenia. Dzięki jego pomocy zostanie utworzone połączenie skokowe.
- Zamocuj obrabiany przedmiot na stole warsztatowym i prostopadle do niego zabezpiecz drugą część o tej samej grubości (posłuży jako podpora dla wiertła).

- Następnie należy ustawić wielkość odejścia noża względem miejsca jednostki. Jeśli kolec znajduje się dokładnie w środku przedmiotu, zwis narzędzia powinien być taki, aby po obróceniu części i drugim przejściu uzyskano grubość kolca odpowiadającą szerokości rowka. Szerokość rowka z kolei zależy od średnicy frezu do rowków. Z tej wielkości należy rozpocząć obliczanie całego połączenia.
- Gdy już zdecydujesz się na głębokość narzędzia i ustawisz ogranicznik, możesz rozpocząć próbkowanie ostrza.Włącz urządzenie i rozpocznij frezowanie przedmiotu, ale etapami, zagłębiając się w materiał za każdym razem o 3 mm.
- Po osiągnięciu żądanej głębokości zatrzymaj maszynę i obróć przedmiot.
- Kontynuuj pobieranie próbek za pomocą metody opisanej powyżej. W rezultacie otrzymasz prostokątny cierń. Ale ponieważ rowek będzie miał zaokrąglenie na krawędziach od frezu, to na kolcu trzeba będzie wyciąć rogi. Można to zrobić nożem lub szlifierką.
Jak wybrano rowek, omówiono szczegółowo powyżej. Jeśli chcesz wykonać cierniowy rowek na całej długości lub szerokości obrabianego przedmiotu, nie będziesz musiał zaokrąglać narożników kolca.
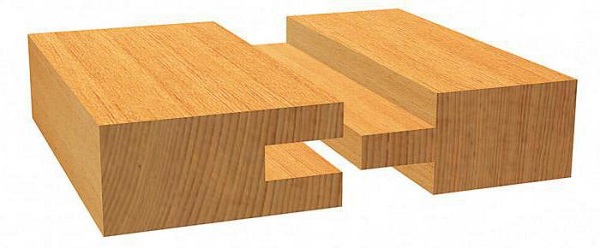
Aby wykonać jaskółczy ogon, użyj specjalnego urządzenia.

Na młynie jest zainstalowany frez do rowków ogon „jaskółczy ogon”, a także tuleja do kopiowania mająca boki, dla najlepszego pozycjonowania w szczelinach szablonu.

Po zaciśnięciu szablonu przedmiot obrabiany jest frezowany zgodnie z ogólnymi zasadami.
Używane jest również połączenie na pióro i wpust. w produkcji podszewki. Aby wykonać podszewkę, musisz mieć zestaw 2 noży. Jeden frez wybiera rowek na krawędzi części, a drugi - tworzy kolec.

Do zrób plik, którego krawędź jest kolcem, i wyciąć rowek w ramie elewacji, również użyć zestawu frezów.

Prace metalowe
Frezowanie metalu za pomocą frezarki ręcznej jest wykonywane w bardzo rzadkich przypadkach, ponieważ narzędzie to nie jest przeznaczone do tych celów. Czasami jest używany do usuwania spoin lub otworów rezsenkovki. Dopuszcza się również pracę z tym narzędziem do przetwarzania produktów z aluminium, miedzi, brązu i mosiądzu (do wyboru rowków). W urządzeniu zainstalowano frez do rowkowania z węglików spiekanych, a część frezuje się w zwykły sposób.
Jednocześnie na urządzeniu należy ustawić minimalną prędkość wrzeciona, a głębokość urządzenia dla jednego przejścia powinna wynosić 0,5-1 mm.
Czasami do grawerowania wzorów na płaszczyznach metali nieżelaznych używany jest młyn ręczny. W tym przypadku stosowane są te same szablony i mocowania, co w przypadku obróbki drewna, tylko specjalne narzędzia są mocowane w tulei. frezy do grawerowania.

Figurki rzeźbiarskie i rzemieślnicze
Zazwyczaj do kształtowania rowków w drewnie filety i wpuszczane proste frezy. Frezowanie ręczne rzeźbienia w drewnie jest następujące:
- zamontować frez do rowków pachwinowych o małej średnicy w urządzeniu;
- zastosuj wzór na półfabrykacie (możesz użyć szablonu);

- zakreśl wzór czarnym markerem (nie alkoholem);

- przejść wzdłuż narysowanych linii za pomocą młyna filetowego, ustawiając głębokość zanurzenia 3-4 mm;

- Następnie należy zmienić nóż do filetowania na frez z prostym rowkiem i wybrać całe wnętrze wzoru;

- po frezowaniu powstały wzór należy przeszlifować papierem ściernym i polakierować.

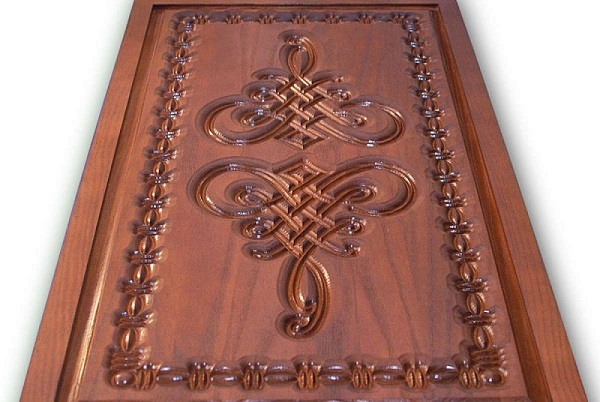
W ten sam sposób jest zrobione rzeźbiarstwo wolumetryczne na drzewie. Tylko młyn jest wybierany nie przez wzór, lecz przez tło wokół niego. Ozdoba wykończeniowa to już wiertarka lub mini wiertarka (grawer).

Również przy pomocy frezu wykonuje się nie tylko rzeźbę powierzchniową, ale także ażurową przez dziurkowanie, cienkie panele meblowe, płyty MDF. Poniższy rysunek przedstawia szczelinowy wzór wykonany przez router na sklejce.

Obróbka sklejki odbywa się za pomocą zwykłych frezów do drewna.
Ponieważ sklejka zawiera pewną ilość kompozycji kleju, sprzęt musi być czyszczony z kleju przyklejającego się do ostrzy częściej niż podczas obróbki drewna.
Korzystając z powyższych technik, można ciąć elementy kręcone do altanek, frontów kuchennych, mebli wiejskich itp.

Różne figury można ozdobić rzeźbionym drewnem rzemiosło z drewna. Na przykład szkatułki, tryktrak, znaki dla różnych instytucji.


Fraser stosuje się również w razie potrzeby robić tralkiozdobione nicią skręconą lub prostą.Do frezowania prostych rowków użyj specjalnego urządzenia, które jest łatwe do zrobienia własnymi rękami.


Proces mielenia tralek jest następujący.
- Frez do rowkowania pachwinowego z łożyskiem jest zainstalowany w urządzeniu.
- Aby przedmiot nie obracał się, mocuje się go śrubą. Musi wejść do jednego z otworów dysku, do którego przymocowana jest tralka.
- Ponadto narzędzie jest opuszczane tak, aby łożysko oporowe znajdowało się po lewej lub prawej stronie przedmiotu obrabianego i tuż poniżej jego środka. Ale nóż musi znajdować się dokładnie w środku części.
- Po ustawieniu oprzyrządowania urządzenie zostaje włączone i powstaje zaokrąglony rowek (łożysko prowadzi narzędzie, powtarzając wszystkie formy tralki).
- W następnym kroku router zostanie wyciągnięty na bok, śruba mocująca zostanie zwolniona, a dysk zostanie obrócony, tak aby utrwalacz uderzył w następny otwór.
- Po ponownym zamocowaniu obrabianego przedmiotu jest to podłużny rowek do pobierania próbek. Po każdym przejściu frezu przedmiot musi zostać obrócony o 1 stopień.
Poniższe zdjęcie pokazuje tralki z rowkami wzdłużnymi.

Do robienia skręcone tralki potrzebują bardziej złożonej adaptacji.

Skręcony wzór uzyskuje się obracając obrabiany przedmiot podczas ruchu noża na nim. Obrót obrabianego przedmiotu i ruch routera na tej maszynie są zsynchronizowane.
/rating_off.png)











